
پروفیل آلومینیومی توری پلیسه؛ مشخصات فنی و روش اکستروژن


- پروفیل آلومینیومی توری پلیسه؛ مشخصات فنی و روش اکستروژن
- چرا آلومینیوم برای توری پلیسه انتخاب میشود؟
- مشخصات فنی پروفیل آلومینیومی در توری پلیسه
- روش تولید پروفیل آلومینیومی با فرآیند اکستروژن
- ۱. آمادهسازی بیلت آلومینیومی
- ۲. اکستروژن از طریق قالب
- ۳. برش و خنککاری
- ۴. عملیات حرارتی (Aging)
- ۵. صافکاری، تست و بستهبندی
- پوششهای سطحی روی پروفیل توری پلیسه
- مزایای استفاده از پروفیل اکسترود شده در توری پلیسه
- چگونه کیفیت پروفیل توری پلیسه را تشخیص دهیم؟
- جمعبندی
چرا آلومینیوم برای توری پلیسه انتخاب میشود؟
پروفیل آلومینیومی توری پلیسه؛ مشخصات فنی و روش اکستروژن آلومینیوم به دلیل ویژگیهای منحصربهفرد خود، بهترین گزینه برای تولید پروفیل توری پلیسه محسوب میشود. سبکوزنی، مقاومت در برابر زنگزدگی، قابلیت اکسترود شدن در اشکال پیچیده، رنگپذیری بالا و طول عمر زیاد از جمله دلایلی است که تولیدکنندگان این فلز را برای ساختار توری انتخاب میکنند.
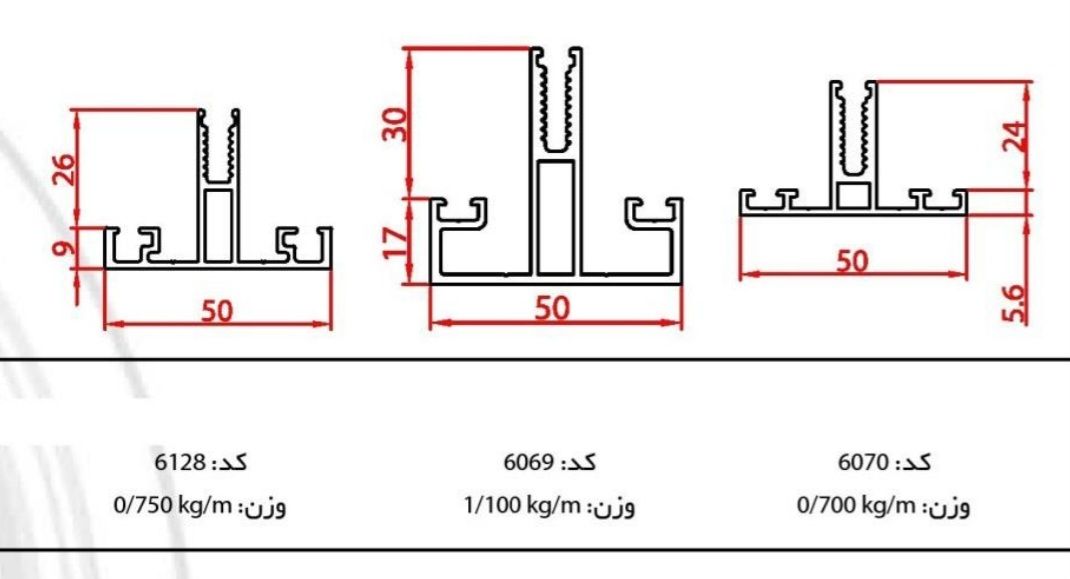
مشخصات فنی پروفیل آلومینیومی در توری پلیسه
پروفیلهای آلومینیومی مورد استفاده در توری پلیسه باید ویژگیهای فنی خاصی داشته باشند تا عملکرد دقیق و عمر طولانی را تضمین کنند. این مشخصات عبارتند از:
- آلیاژ: اغلب از آلیاژ 6063 با ترکیب آلومینیوم-سیلیسیم-منیزیم استفاده میشود.
- ضخامت: حداقل ضخامت استاندارد بین ۱.۱ تا ۱.۳ میلیمتر است.
- پایداری سطح: باید سطحی صاف، یکنواخت و بدون موج یا خراش داشته باشد.
- سختی: پروفیلها بعد از اکستروژن تحت عملیات حرارتی T5 یا T6 قرار میگیرند تا سختی و مقاومت مکانیکی افزایش یابد.
- دقت ابعادی: تلرانس پروفیلها باید در حد دهم میلیمتر باشد تا مونتاژ نهایی بدون لقی یا گیر انجام شود.
روش تولید پروفیل آلومینیومی با فرآیند اکستروژن
اکستروژن یکی از رایجترین روشها برای تولید پروفیلهای آلومینیومی است که در ادامه مراحل آن را بررسی میکنیم:
۱. آمادهسازی بیلت آلومینیومی
بیلتهای آلومینیوم خام با قطر ۶ یا ۷ اینچ ابتدا درون کوره تا دمای حدود ۴۵۰ تا ۵۰۰ درجه سانتیگراد گرم میشوند. این دما برای نرم شدن فلز و امکانپذیر شدن اکستروژن ضروری است.
۲. اکستروژن از طریق قالب
بیلت داغ وارد دستگاه اکسترودر میشود و تحت فشار بالا (بین ۶۰۰ تا ۸۰۰ بار) از قالب فولادی با شکل مقطع موردنظر عبور داده میشود. نتیجه این فرآیند، خروج پروفیل با مقطع دقیق و طول پیوسته است.
۳. برش و خنککاری
پروفیل خروجی بلافاصله روی میز خنککننده با هوا یا آب سرد میشود. پس از رسیدن به دمای محیط، به طولهای مشخص برش زده میشود.
۴. عملیات حرارتی (Aging)
برای افزایش سختی، پروفیلها در کوره عملیات حرارتی قرار میگیرند. این مرحله باعث میشود ساختار داخلی آلومینیوم پایدار و مقاوم شود.
۵. صافکاری، تست و بستهبندی
پروفیلها بعد از خنککاری بررسی میشوند تا از نظر تابیدگی، خطاهای سطحی یا خرابی قالب کنترل شوند. سپس برای رنگکاری یا آنادایز آماده میشوند.
پوششهای سطحی روی پروفیل توری پلیسه
سطح پروفیلها برای زیبایی و افزایش دوام در برابر شرایط محیطی، با یکی از روشهای زیر پوشش داده میشود:
- آنادایز: یک فرآیند الکتروشیمیایی برای ایجاد لایه اکسید مقاوم روی آلومینیوم که به رنگ نقرهای، مشکی یا طلایی در بازار عرضه میشود.
- رنگ پودری الکترواستاتیک: در این روش رنگ پودری با تفنگ الکتریکی روی سطح پاشیده شده و سپس در کوره پخته میشود.
مزایای استفاده از پروفیل اکسترود شده در توری پلیسه
استفاده از پروفیل آلومینیومی با فرآیند اکستروژن، مزایای زیادی دارد:
- دقت بالا در شکلدهی مقاطع پیچیده
- قابلیت سفارشیسازی در رنگ، طول و نوع پوشش
- مقاومت بالا در برابر ضربه، رطوبت و تابش آفتاب
- عدم نیاز به تعمیرات مکرر در بلندمدت
چگونه کیفیت پروفیل توری پلیسه را تشخیص دهیم؟
تولیدکنندگانی که از پروفیلهای بازیافتی یا قالبهای فرسوده استفاده میکنند، معمولاً محصولاتی با سطح موجدار، ضخامت غیراستاندارد و اشکالات در اتصالات تولید میکنند. برای تشخیص کیفیت:
- سطح پروفیل را در نور بررسی کنید؛ سطح موجدار نشانه ضعف قالب است.
- از فروشنده وزن هر شاخه را بخواهید؛ پروفیلهای سبک معمولاً از مواد بازیافتی تولید شدهاند.
- برند تولیدکننده و گواهینامههای کیفیت را بررسی کنید.
جمعبندی
پروفیل آلومینیومی توری پلیسه نهتنها اسکلت اصلی سیستم را تشکیل میدهد، بلکه در عملکرد، دوام و زیبایی آن نقشی اساسی دارد. استفاده از آلیاژ مناسب، دقت در فرآیند اکستروژن و اجرای پوشش مقاوم، سه رکن مهم در تولید پروفیل باکیفیت هستند. شناخت این موارد به خریداران، مجریان نصب و تولیدکنندگان کمک میکند تا انتخابی دقیق و ماندگار داشته باشند.








دیدگاه شما با موفقیت ثبت شد.